
Paletë fleksografike, domethënë, paleta e printimit fleksografik, e cila ka fleksibilitet unik, ekonomi dhe është e dobishme për mbrojtjen e mjedisit, ka bërë përparim të madh në aplikimin e paketimit me paleta në Kinë vitet e fundit. Ky punim shqyrton dhe përmbledh shkaqet e zakonshme të dështimeve dhe zgjidhjet në printimin fleksografik.
Rrudhosja, depozitimi i letrës dhe bllokimi i pllakës janë defekte të zakonshme në procesin e shtypjes flekso, të cilat do të ndikojnë seriozisht në prodhimin normal. Prezantohen përkatësisht tre llojet e mëposhtme të shkaqeve të defekteve dhe metodat e zgjidhjes së problemeve.

Rrudha e figurës - shkaku i dështimit dhe zgjidhja
① Tensioni i tepërt lokal. Për shembull, nëse tensioni i shpëlarjes është vendosur shumë i madh, zgjidhja është të zvogëlohet vlera e caktuar e tensionit të secilës pjesë dhe të përdoret një tension i veçantë.shtyper paletëpër të mbajtur letër.
② Pajisja nuk përputhet me materialin e printimit. Zgjidhja është të konsultoheni me prodhuesin e mekanizmit të printimit flekso dhe të zëvendësoni në kohë një set rulësh stampimi të përshtatshëm për printimin e letrës së hollë dhepa ndalesëpaletë për furnizimin dhe daljen e letrës, në mënyrë që të përmbushen kërkesat e materialit të printimit.
③ Pajisja e korrigjimit të këndit të devijimit është shumë e madhe. Ky fenomen ndodh në fazën e printimit, sepse këndi i pajisjes së korrigjimit është shumë i madh dhe ngushtësia në të dyja anët e letrës është e paqëndrueshme, dhe ana më e lirshme është e lehtë të rrudhoset. Zgjidhja është të fiksohet letra nëpaletë e sipërme me çarje, dhe sistemi prezanton një dokument plotësisht të automatizuarpaletë ushqyese
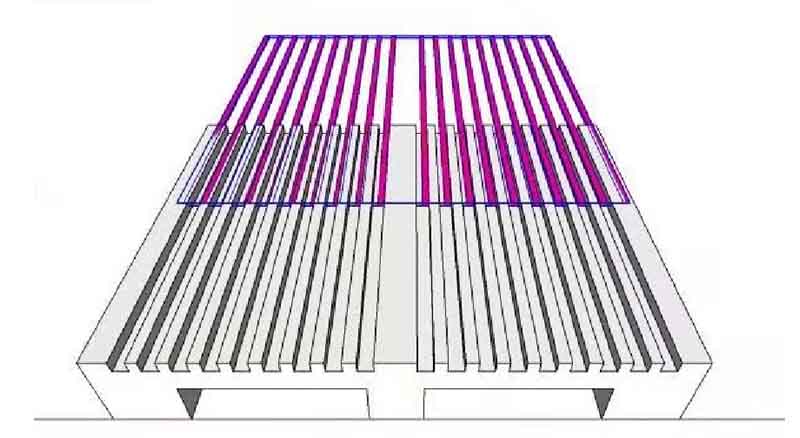
④ Shtypje fleksografike duke përdorur shtypje me presion të lehtë, rregullim të presionit të shtypjes dhepaketim standard i paletaveështë një nga faktorët kryesorë që ndikon në cilësinë e shtypjes fleksografike.
Krahasuar me shtypjen ofset, pllakat fleksibël të shtypjes kanë një shkallë të caktuar elasticiteti, dhe përqindja e rritjes së pikave të gjeneruara në procesin e shtypjes është më e madhe, rreth 15%, ndonjëherë deri në 20%. Zona e ndërmjetme e rregullimit prej rreth 40% të pikës është afër pikës kritike prej 70% të pikës së shtypjes fleksografike, pas rritjes së pikës, probabiliteti i mbivendosjes së pikave është i lartë, dhe pika ngjitur do të ngjitet, duke rezultuar në dështimin e bllokimit. Prandaj, përmes kompensimit para-shtypjes, përpiquni të klasifikoni produktet e letrës me ndryshime.paleta printeri, dallojini ato dhe lehtësoni funksionimin mepaletë plastike.
I/E/Të/Tëpaletë printimi dhe paletë paketimimund të ndihmojë operatorin të rregullojë saktë presionin në të dy skajet e cilindrit të stampimit dhe cilindrit të pllakës, presionin e bojës,
Dhe presioni i transferimit të bojës dhe presioni i shtypjes, në mënyrë që madhësia e të dyjave të mbetet konsistente, kontakti rrethor horizontal; Në procesin e shtypjes, ajo rregullohet në çdo kohë sipas situatës specifike të shtypjes për ta mbajtur atë në gjendjen më të mirë, gjë që është me rëndësi të madhe për të përmirësuar cilësinë e shtypjes flekso.
Koha e postimit: 20 shtator 2023